
A design enhancement from the popular dewatering submersible elevates this pump into a class of its own.
This pump is 100% manufactured in-house by our team of specialised technicians and engineered to meet the demanding application in underground deep mining.
Ask us for our references and we will be happy to share with you how mining managers have saved capital and operating costs by switching to PRZ.
100% Made in South Africa
110kW

Available in 150mm and 200mm discharge sizes. These pumps can achieve 13 bar pressure at 290 l/s with best efficiency 78%. They are designed to withstand working pressure of 50bar and are statically tested at 75bar and are therefore safe and efficient in series pump configurations. Larger vein sizes decrease probability of clogging.
No Specifications

Very popular pumps which can develop 11bar at 130 l/s at 70% efficiency. Service exchange units available upon request.
No Design Features
No Specifications
PRZ can design and deliver your pump complete with its belts and pulleys or direct coupled. We can supply any type of belts, pulleys or couplings you specify in your inquiry.
Typical belt driven configurations are depicted below:
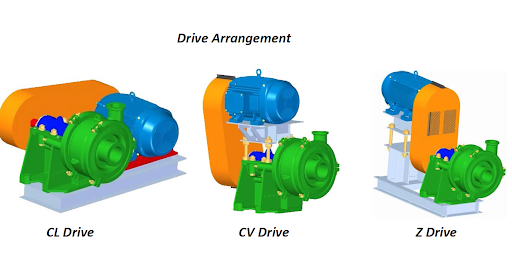

No Description
Advantages over submersibles or self-priming pumps:
1) Vertical spindle pumps on floating barges require minimum maintenance and maximize intervals between maintenance on account of they being powered electrically and not diesel driven in the case of self-priming pumps and due to the robust design of the vertical spindle pumps with cantilever shafts and oversized bearings and no mechanical seal requirement. Resulting in opex savings.
2) The pumps spindle depth (NPSHA) remains constant as the pit water level rises and falls in flash flooding occurrences. No need to prime the pumps.
3) Pumps continue to operate even in flash flooding scenarios translating into a safer work environment because crews are not required to move pumps to higher ground.
4) As much as 30% more cost effective from a capital expenditure point of view.
5) Simple run dry water seal arrangement, eliminating expensive mechanical seals.
6) Eliminating the replacement costs and maintenance expenses of a diesel engine.
9) Cost saving by eliminating diesel refueling in the pit.
10) Diesel Refueling in the pit in flash flooding conditions could contribute to a safety hazard.
No Specifications

Our OEM range which is interchangeable with the two most common spillage pumps
We offer 2 Models and 3 sizes (50mm, 75mm, 100mm) customizable with spindle lengths to suit
No Specifications

Heavy Duty Hard Metal or Elastomer – This has been enhanced from the original design with the hydro-dynamic expeller labyrinth seal which when operating pressurizes and keeps contaminants from entering the bearings.
No Specifications

Vortex Spillage Pump – Applications include spillage, slurry, food process, paper and pulp and processing plants. The recessed vortex impeller design allows large quantities, solids and fibrous materials to be pumped without clogging. Optional agitators and various spindle lengths are available.
No Design Features
No Specifications
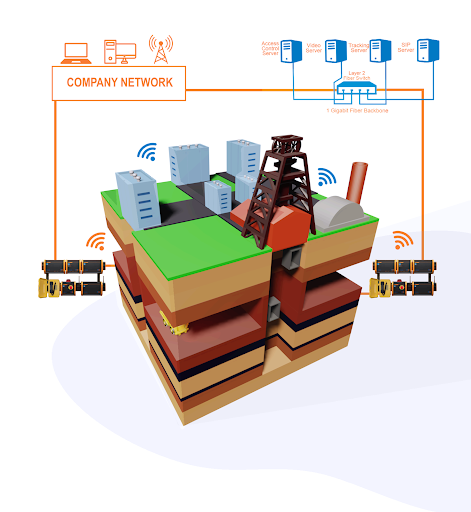
PRZ has partnered with Hydropro and joined forces with NLT Digital Solutions to spearhead a groundbreaking transformation of underground mine and tunnel networks. NLT, our trusted turn-key partner, is at the forefront of cutting-edge technology, offering unrivaled expertise in designing, deploying, and supporting scalable ruggedized networks.
Together, we’re set to revolutionize underground communication, tracking, collaboration, and operations, taking mining to thrilling new heights!
NLT pioneered the world’s first underground Wi-Fi communication network in coal mines. Today, NLT Digital Solutions is the trusted choice of the world’s largest and most renowned mining companies for their network and communication requirements.

NLT Digital’s line of Smart lamps debuted with Messenger, the world’s first cap lamp to accommodate bi-directional messaging. Our new Vigilance Smart Lamp is the culmination of years of experience and engineering to supply a lamp unrivalled in its functionality, capabilities and design.
For use in the harshest environments, the intrinsically safe (IS) Vigilance has the capacity to accommodate a variety of tracking tag options while keeping the quality of the battery and light source at the forefront.
Two-way messaging, the integrated camera and smart apps are where Vigilance shines. With a massive 3.5 inch touch screen and integrated smart apps, the Vigilance lamp aims to improve work flow and communication for the most demanding underground environments.
Condition monitoring of sensors and remote control of pumps, valves and fans is made possible with this state-of-the-art gigabit backbone low latency and high-speed WiFi network.
Both digital and analog IO modules are compatible with any PLC or control network using Modbus TCP.
Enhance your mines safety when paired with NLT’s flagship software (Digital Mine), the event composer, the GUI display of critical gas sensors, fan speeds or other instrumentation is made possible.
This enables ventilation on demand based on blending and manipulating data you’re your tracking and environmental condition monitoring apparatus

Important Disclaimer: PRZ Pumps does not represent, or is not in any way affiliated with Weir® / Warman®, a registered trademark of Weir Slurry Group Inc. All names, numbers, symbols and descriptions are used for reference purposes only and do not imply that any part or pump listed is the product of Weir pumps.
Fill out the form below, and we will be in touch shortly.